| Model | RS980 | RS1800 | RLS1800 auto glue spreader |
|---|---|---|---|
| Splicing width | 50-900mm | 50-1600mm | 50-1600mm |
| Splicing thickness | 0.3-1.2mm | 0.3-2mm | 0.3-2mm |
| Splicing length | ≥300mm | ≥300mm | ≥300mm |
| Splicing speed | 5-30m/min | 5-50m/min | 5-50m/min |
| Working table height | 920mm | 920mm | 920mm |
| Total power | 3kw | 6.3kw | 8kw |
| Working temperature | 100~200℃ | 100~220℃ | 100~220℃ |

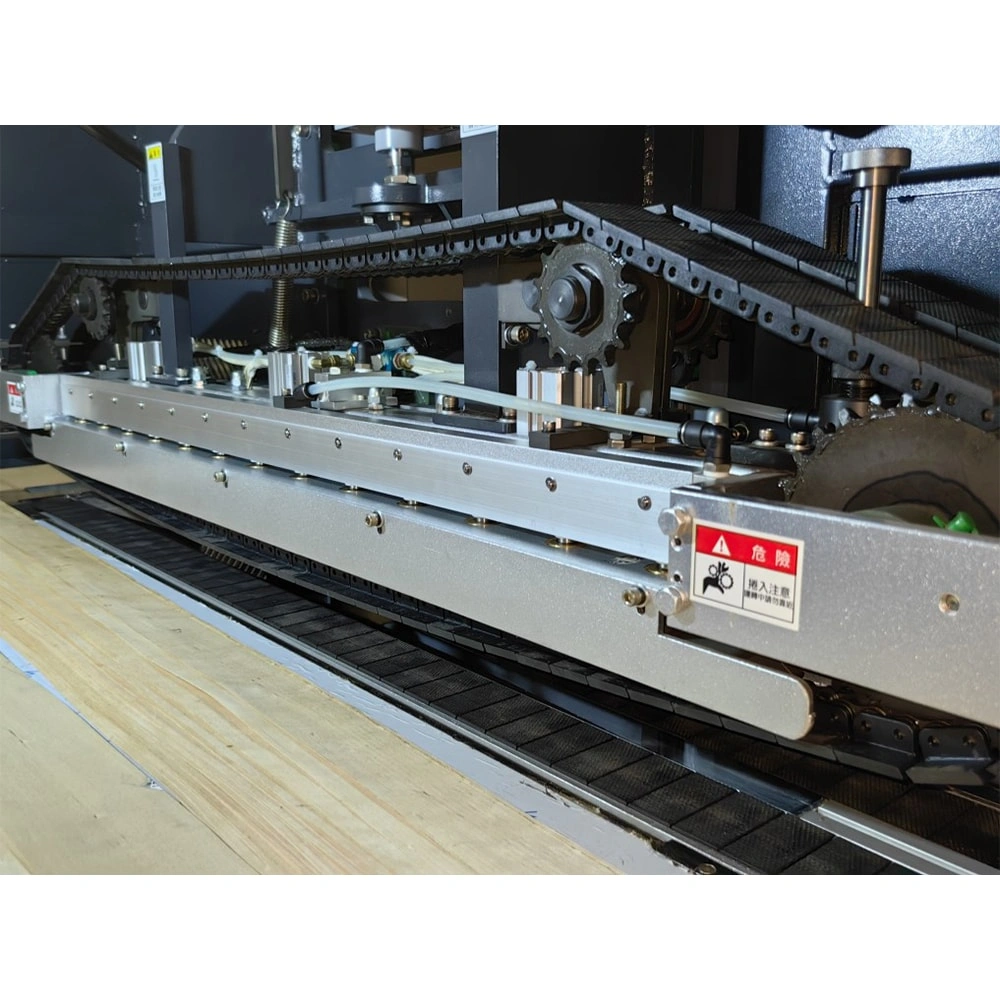
The veneer splicer suitable for longitudinal solid wood veneer splicing,
The pressing system of the veneer splicer is very important, equipped with a high-precision pneumatic proportional valve, which has high precision and stable pressure, and can ensure that the pressure in the working area is 100% the same, with almost no error.
The veneer splicer is equipped with centralized start-up system, including feeding speed, splicing start/stop, heating start and temperature setting and other functions.
The normal swing amplitude and frequency of the abrasive belt have their standard range. If not adjusted properly, the abrasive belt may operate in an abnormal state, causing it to deviate.
Check and adjust the swing amplitude and frequency of the abrasive belt to ensure they are within the normal range (usually the swing amplitude is 15-20mm and the swing frequency is 15-20 times per minute).
1.Regularly inspect and replace worn abrasive belts and contact rollers to ensure the sanding effect and processing accuracy.
2. Conduct a thorough cleaning of the equipment, especially regularly removing wood chips and dust from the surface of the sand belt and rollers.
The power source of the spray gun is controlled by the compressed air pressure valve. The pressure value directly affects the atomization effect of the spray. The working pressure range is 0.3-0.5Mpa.
Pour the cleaning agent into the feeding port of the paint spraying machine, start the paint spraying machine, and let the cleaning agent circulate in the pipeline to clean the paint and dirt inside the pipeline. This process can last for several minutes until the cleaning agent is discharged clearly.

No.9 LIAOYANG EAST ROAD , QINGDAO, CHINA



Copyright © 2025 by Qingdao Ruimuda Machinery Co., Ltd. All Rights Reserved